ABSフルネームのアクリロニトリルブタジエンスチレン共重合体。優れた包括的な物理的および機械的特性、優れた低温耐衝撃性を備えています。 次元の安定性。 電気特性、耐摩耗性、抗化学特性、染色、完成品加工、機械加工が良好です。 ABS樹脂は、耐水性、無機性、アルカリ性、耐酸性であり、ほとんどのアルコールおよび炭化水素溶媒には不溶性ですが、アルデヒド、ケトン、エステル、および特定のクロロカーボンに溶解する傾向があります。 ABS樹脂の熱変形温度は可燃性が低く、耐候性が悪い。
溶融温度は217〜237 ℃ であり、熱分解の温度は250度を超える。
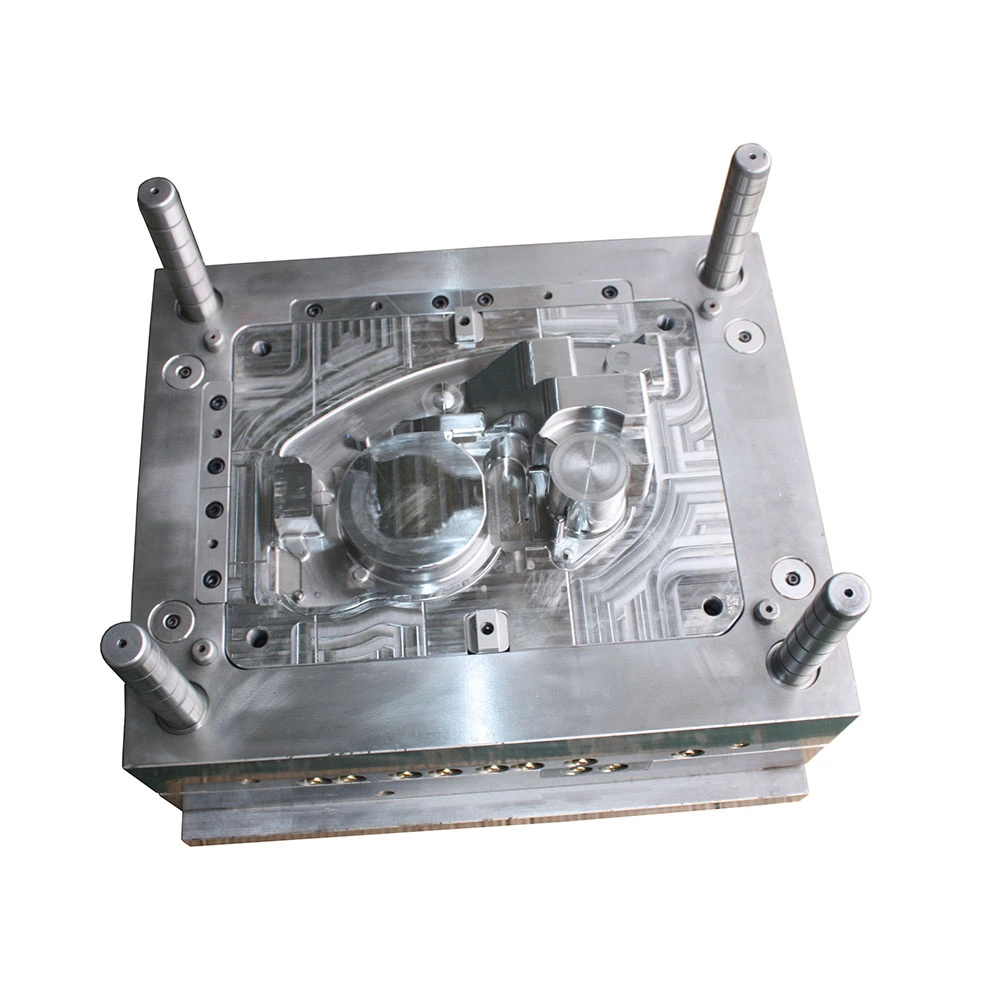
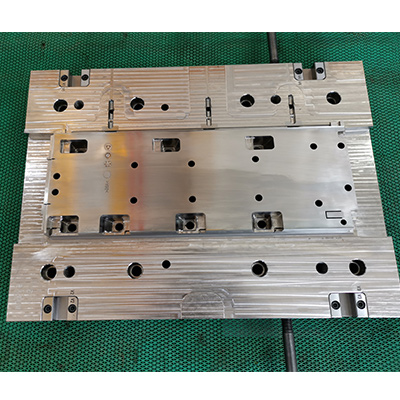
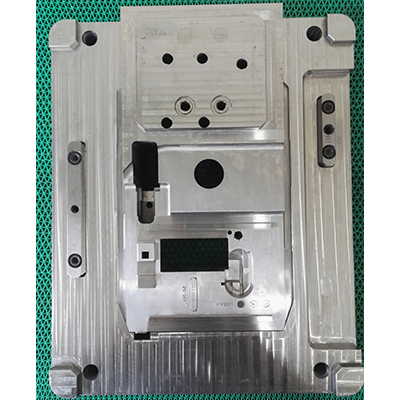
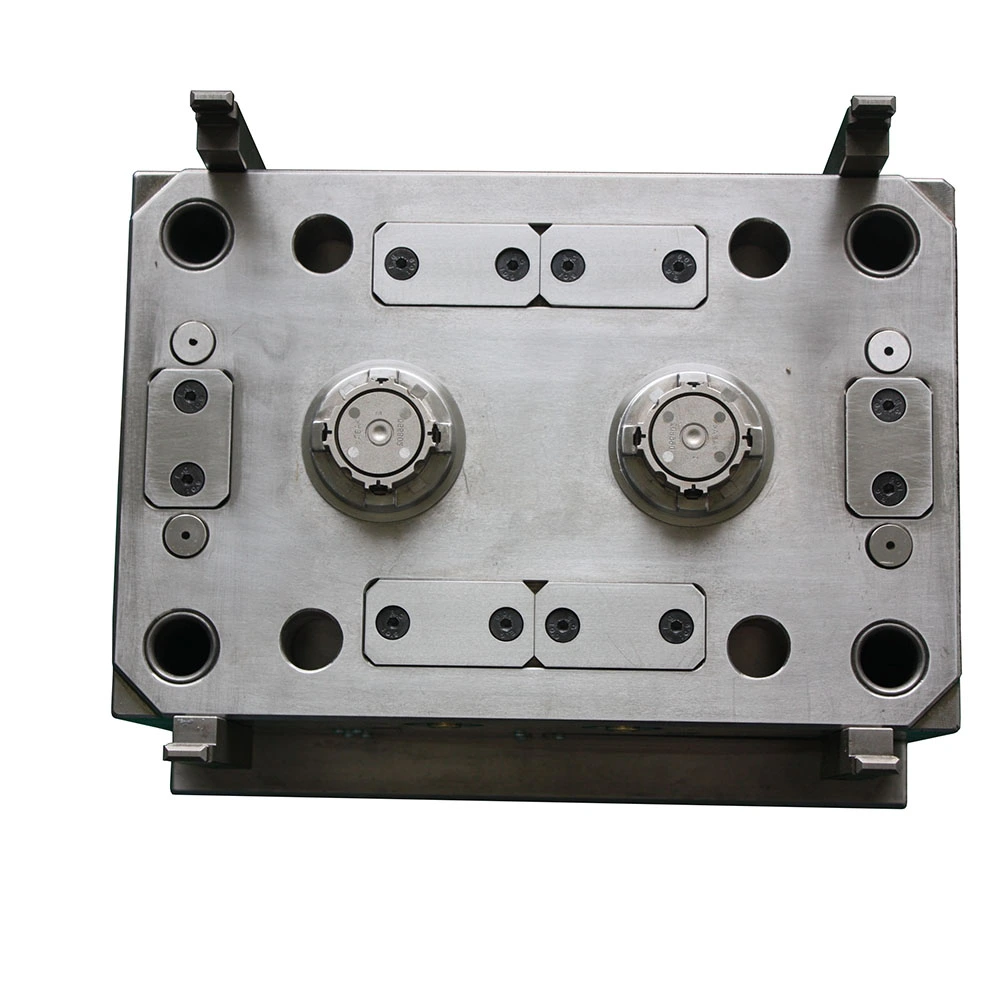
ABSプラスチック部品金型の場合、HanKingは壁の厚さ、ドラフト角度、ベント、エジェクターシステム、バランス、優れたランナーから優れたプラスチック射出成形金型設計を行います。
射出成形用のABS樹脂は、特殊グレードまたは着色樹脂を除いて、ほとんどが薄いアイボリーまたは磁器の白い不透明顆粒です。 樹脂の吸水性はそれほど高くはありません。たとえば、加工許容値が0.1〜0.2% 未満の場合、成形プロセスは乾燥せずに実行できます。包装はきついですが、保管は適切であり、製品の要件はあまり高くありません。 ただし、顆粒の水分含有量が指定値を超える場合は、射出成形前に乾燥する必要があります。 特殊グレードの顆粒または製品 (電気メッキなど) に高い要件がある場合は、成形プロセスの前に乾燥する必要があります。
ABS溶融物をできるだけ早くキャビティのすべての部分に充填させるために、ランナーチャネルの直径は5mm以上である必要があります。ゲートの厚さはプラスチック部品の厚さの30% 以上、およびまっすぐな部分であるべきです (入力される空洞を指す) 長さは約1mmで、ゲートの位置は製品の要件と流れの方向に応じて決定する必要があります。 電気メッキが必要な製品の場合、ゲートはコーティング表面に置くことはできません。





 電話してください:
電話してください:  メールでお問い合わせください:
メールでお問い合わせください:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어