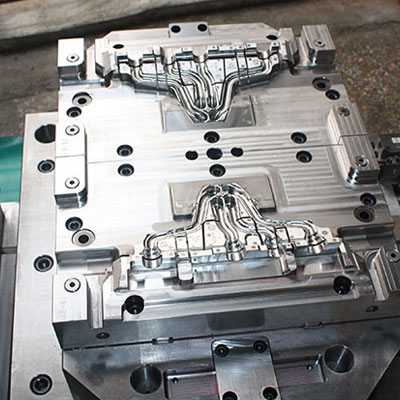
モールド名: 3プレート挿入モールド
部分材料: PBT GF15
商品サイズ: ф 34.9x82.29
商品説明: Mischschraube kpl
モールド空洞: 2つの空洞
型のサイズ: 250*230*350 MM
モールド空洞スチール: 2343 ESR
モールド注入システム: 3プレートポイントゲート
モールド排出システム: ラウンドエジェクター
型のサイクル时间: 28's
型のライフサイクル: 500,000
リードタイム: 45営业日
モールドの特徴: インサート成形
3プレート型はピンポイントゲート型とも呼ばれます。
金型を3つの部分に分割する2つの分割面があります。 2つのプレート型と比較して、3つのプレート型のゲートプレートが追加されます。 それは製品の周りにゲートマークを許可しない金型に適しています。 このタイプの金型は尖ったゲートを使用するため、ピンポイントゲート金型と呼ばれます。
金型開放プロセス: 3プレート型には2つの分割プロセスがあります。1つ目はストリッピングプレートとキャビティプレートの間、2つ目はキャビティプレートとコアプレートの間です。 AプレートとBプレートにラッチロックが装備されているため、コア側が射出成形機で引っ張られると、ストリッピングプレートとAプレートの間に接続や障害物はありません (ほとんどの場合、プルロッドにはスプリングも装備されています)。 ストリッピングプレートは、最初に引っ張り力によってキャビティプレートから分離され、キャビティプレートはコアプレートとともに後方に移動します。 設定された距離に移動すると、Aプレートが射出成形機で移動し続けるため、プルロッド制限ブロックによってブロックされます。 したがって、プルロッドも駆動され、プルロッドはストリッピングプレートを駆動して次の設定距離に移動し、プルロッドとキャビティプレートの移動を停止します。
引張り力が増加し続けるにつれて、射出成形機は後方に動き続け、ラッチロックのロック力を超え、AプレートはBプレートから分離され、設定された距離に達したときに停止します。
イジェクタープレートは、イジェクターメカニズム (イジェクターピン、イジェクターロッド、リフター) を駆動して、イジェクタームーブメントを開始します。そして完成品は排出されます (ロボットによって自動的に落とされるか、または取除かれます)。
クランププロセス-エジェクタープレートに引き戻しメカニズムがある場合、エジェクタープレートはクランプする前に射出成形機によって強制的に引き戻されます。
射出成形機のプッシュ下で、コアはキャビティ側に前方に移動します。エジェクタプレートが事前に引き戻されていない場合、リターンピンは最初にキャビティプレートに接触します。 反力の下で、エジェクタプレートはリターンピンによって戻されます。
BプレートはAプレートとストリッピングプレートに押し付けられ、最後に完全にきつく締められます。 射出成形機のノズルは、金型のノズルブッシングに密接に取り付けられ、射出成形の次のサイクルが開始されます。
 電話してください:
電話してください:  メールでお問い合わせください:
メールでお問い合わせください:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어 お問い合わせ
お問い合わせ