プラスチック射出成形金型の構造は、プラスチックの種類、製品の形状、寸法精度、生産バッチ、射出プロセス条件など、多くの要因に関連しています。そして注入机械のタイプ。 したがって、構造を変えることができ、タイプは非常に多様です。 しかし、長期的な生産慣行では、射出成形金型の設計ルールと設計方法を把握するために、誘導と分析を通じて、さまざまな射出成形金型構造にどれほどの違いがあっても、動作原理と基本構造にはいくつかの共通のルールと共通点があることがわかりました。
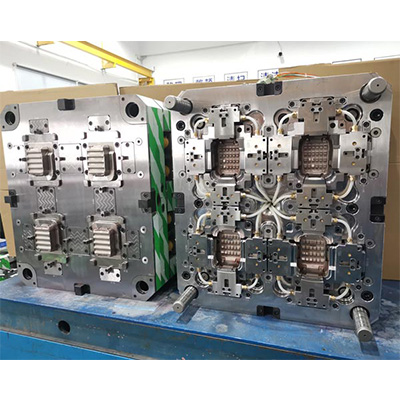
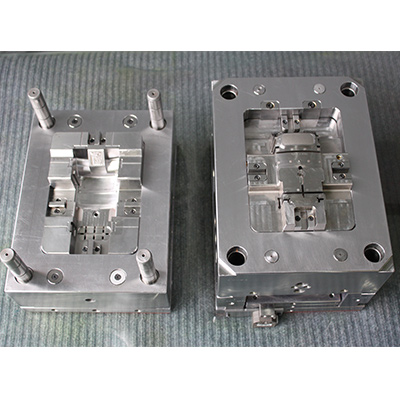
ほとんどのプラスチック射出成形金型の主な機能構造は8つの部分で構成されており、プラスチック部品/コンポーネント (キャビティとコア) 、金型案内メカニズム、ゲーティングシステム (スプルー、ランナー、ゲート、など) 、取り外し機構、冷却システム、およびサポートコンポーネント (A & Bプレート、モールドベース、サポートプレートなど) 、 通気構造と横方向のコア引っ張りメカニズム。
キャビティとコアは、プラスチック金型が閉じられたときにプラスチック部品の形状を形成し、キャビティ側はプラスチック部品の外形を形成し、コア側はプラスチック部品の内側を形成します。
ゲーティングシステムは、溶融プラスチックが射出机のノズルから金型の空洞に流れる通路である。 トウヒ、ランナー、ゲート、スラグで構成されています。
案内機構は、キャビティとコア側の間の案内機構と、エジェクタシステムの案内機構の2種類に分けられます。 前者は、クランプ時にキャビティとコアが正確に位置合わせされ、プラスチック部品の形状とサイズの精度を確保するためです。通常、ガイドピンとガイドスリーブがあります。後者は、排出プロセス中にエジェクタープレートのスキューを回避するためのものです。
デモールディングメカニズムは、金型を開いたときに金型からプラスチック部品を取り外すためのデバイスであり、排出メカニズムとも呼ばれます。 エジェクターピン、ストリッパープレート、エジェクタースリーブなど、多くの構造形態があります。
冷却システムは、プラスチック金型の温度を制御することができ、一般に金型に冷却チャネルを持ち、また加熱要素が金型の内側に取り付けられています。
射出成形プロセスでの通気システムは、キャビティ内の空気を排出するために、多くの場合、通気システムを開く必要があり、通常は分離面に複数の溝を開きます。または、ストリッパープレートまたは金型のコアと金型プレートとの间のギャップで空気を解放します。
ラテラルコアを動かすメカニズムは、ラテラルコア牽引メカニズムと呼ばれます。
凹型の穴またはボスがプラスチック部品の側面にある場合、横方向のコア引っ張り機構が必要です。 金型を開く前に、横方向のコアをプラスチック部品から取り出すか、または引き出す必要があり、プラスチック部品をスムーズに取り外すことができます。 ラテラルコア牽引機構には、アングルピン、サイドコアスライド、ロックブロック、サイドコアスライダーに配置されたブロック、スライダープラーピン、スプリングなどが含まれます。
 電話してください:
電話してください:  メールでお問い合わせください:
メールでお問い合わせください:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어 お問い合わせ
お問い合わせ