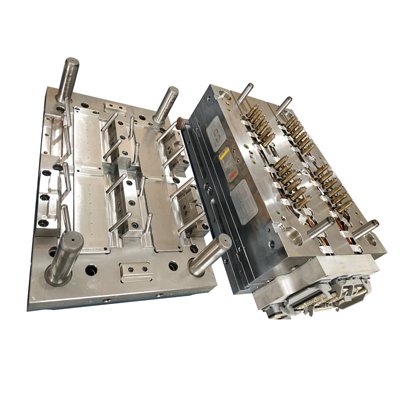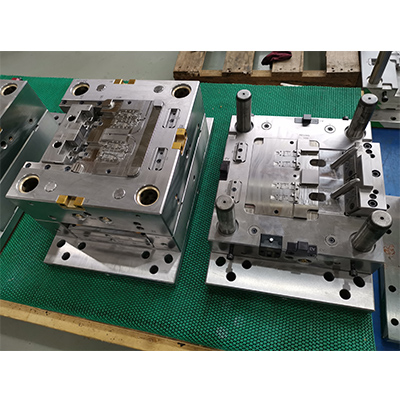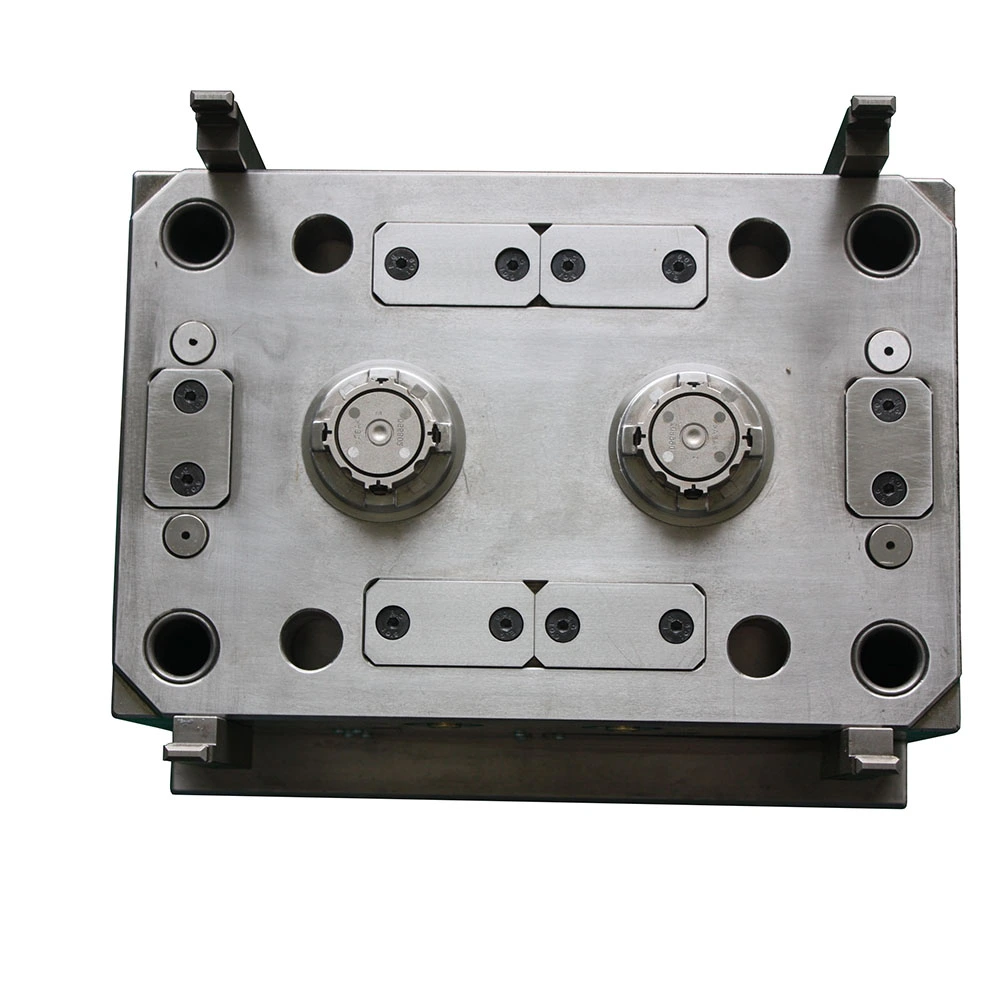
型名: プラスチック射出ABS金型
部分材料: ABS
商品サイズ: 172*123mm
商品の説明: クリアウィンドウ
モールド空洞: 1空洞
型のサイズ: 300*380*250mm
モールド空洞スチール: ASSAB 8407
金型注入システム: ホットランナー
モールド排出システム: ラウンドエジェクター
型のサイクル时间: 38s
型のライフサイクル: 500,000
リードタイム: 42仕事日
金型輸出先: ヨーロッパ
ABSプラスチック部品金型の場合、HanKingは壁の厚さ、ドラフト角度、ベント、エジェクターシステム、バランス、優れたランナーから優れたプラスチック射出成形金型設計を行います。
製品の壁の厚さは、溶融物の流れの長さ、生産効率、および使用要件に関連しています。 制品の壁厚に対するABS溶融物の最大流量长の比は、约190:1である。 この値はグレードによって異なります。 したがって、ABS製品の壁の厚さは薄すぎてはいけません。 製品に電気めっきの要件がある場合、物品の表面へのコーティングの接着性を高めるために、壁の厚さをわずかに厚くする必要があります。 この目的のために、製品の壁厚は、好ましくは1.5〜4.5mmである。
製品の壁の厚さを考慮するとき、我々は壁の厚さの均一性に注意を払う必要があります、大きな違いの壁の厚さをしないでください。 電気メッキする製品の場合、表面は凹凸のない平らでなければなりません。これらの部品は静電気のために取り除くのが難しいためです。 コーティングの固着性が悪化する。 さらに、応力集中を防ぐために、鋭い角の存在を避ける必要があります。 したがって、コーナーや太いジョイントなどのトランジションにはアークを使用することをお勧めします。
制品のドラフト角度は収缩率に直接関系しています。 異なるグレード、製品の異なる形状、および異なる成形条件のために、成形収縮率には一定の違いがあり、一般的に0.3〜0.6% 、時には0.4〜0.8% 、その製品の成形サイズ精度は高いです。 ABS製品の場合、ドラフト角度は次のように考慮されます。コア部分は解体方向に31 ° 、そして空洞部分は、剥離方向に4 (/1 ° 20' である。 複雑な形状や文字やパターンを持つ製品の場合、ドラフト角度を適切に大きくする必要があります。
製品の表面仕上げは電気めっきの性能に大きな影響を与えるため、電気めっき後に表面のわずかな傷が明らかに露出し、キャビティに損傷を与えることはありません。 また、排出のための大きな有効領域、排出プロセスにおける複数の排出ピンの良好な同期、および均一な排出力が必要です。
充填の過程での不十分な通気の発生を防ぐために、溶融燃焼、明らかなシームラインおよび他の問題を引き起こし、ガスを排出できるように、深さが0.04mmを超えない通気孔または通気溝を開く必要があります。
 電話してください:
電話してください:  メールでお問い合わせください:
メールでお問い合わせください:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어 お問い合わせ
お問い合わせ