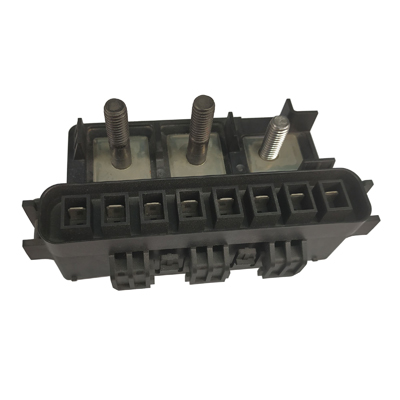
インサート成形とは、事前に準備された金属材料インサートをモールドに挿入し、プラスチック樹脂を注入することにより、一体化された製品を製造する成形プロセスを指します。そして溶融材料はインサートに接着され、冷却され固化する。
インサート成形の特徴は次のとおりです。
プラスチック樹脂の成形性と柔軟性、および金属部品の剛性、強度、耐熱性により、複雑で洗練された金属プラスチック統合製品が作成されます。
特に、インサート成形によって作られた電気製品は、樹脂の絶縁と金属の電気伝導率とともに、電気製品の基本的な機能を満たすことができます。
複数のインサートの事前に形成された組み合わせにより、後続の製品ユニットの組み合わせエンジニアリングがより合理的になります。
インサートは金属だけでなく、布、紙、ワイヤー、プラスチック、ガラス、木材、ワイヤー、電気部品などにも限定されません。
ゴム製ガスケットプレート上の剛性成形品と湾曲した弾性成形品の場合、インサート成形による部品は、シールリングの取り付けの複雑な操作を排除し、その後のプロセスの自動化に役立ちます。
プレスイン成形と比較して、金属インサートギャップはより狭くなるように設計することができ、プラスチック樹脂が溶融して金属インサートで包まれると、複合製品成形の信頼性が高くなります。
変形したり壊れたりしやすい製品 (ガラス、コイル、電気部品など) であっても、適切なプラスチック樹脂と射出成形条件を選択します。プラスチック树脂との挿入成形によって密封され、固定することができます。
適切な金型構造を設計し、インサートをプラスチック樹脂で完全に囲むこともできます。
垂直射出成形機とロボット、インサート配置メカニズムの組み合わせにより、ほとんどのインサート成形プロジェクトを自動化できます。
中空の溝を持つ製品は、コアホールド処理後のインサート成形によっても作ることができます。
自動インサート成形システムのデザインポイント:
金属インサート成形の収縮率は均一ではなく、重要な領域の形状と寸法精度の限界テストを事前に行う必要があります。
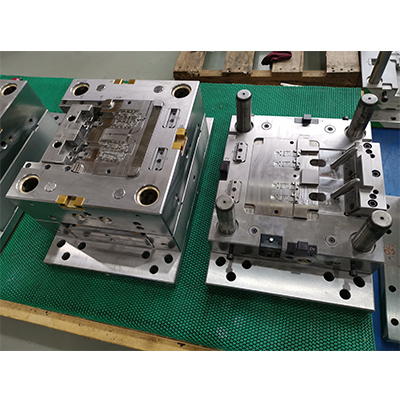
金属インサートは、射出プロセス中に変形および変位の可能性があり、設計者は、金属インサートを安定させるのに役立つモールド構造について十分に考慮されるべきである。 インサート形状を変更できない製品では、事前のテストが不可欠です。
金属インサートの配置が分離され、コンベアが使用される場合、金属インサートとプラスチックおよび振動ボールとの接触により、インサートの表面にわずかな損傷が生じる可能性があります。製品の品質に影響を与える可能性があるため、品質許容限度を事前に確認する必要があります。
ジグザグの形状、反りの量、材料の厚さの違い、直径の違い、プレス加工による金属インサートの金属メッキ加工による厚さの違いは、事前に決定する必要があります。 これに基づいて、オートメーション装置の設計と金型構造の設計を行った。
金型構造の重要なポイントである金型ゲートの位置、成形サイクルタイムなどは、可能な限り解決されるか、対応する改善ソリューションがあります。
金属インサートを予熱または乾燥させる必要があるかどうかを確認する必要があります。 目的は、成形品の品質と安定性を確保することです。
金型に取り付けられたさまざまな試験装置は、熱、力、振動などの環境条件による成形作用の影響を防ぐために使用されます。そしてそれは使用されるかどうか確認されるべきです。
ハンキングモールドは責任がありますインサート成形メーカー中国で製造と供給の経験がありますカスタムプラスチック射出成形サービス何年もの間。 私たちの生産サイトは、TS16949、ISO 14001、ISO 9001などの認証を取得しています。私たちはあなたに多様なインサート成形ソリューションを提供しています。 生産サイト、製品を完全に信頼し、注文することができます。





 電話してください:
電話してください:  メールでお問い合わせください:
メールでお問い合わせください:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어