射出成形金型製造
射出成形メーカーは、お客様のさまざまなニーズに応じて、射出成形プロセス、プラスチック製品、射出成形生産などを提供しています。
射出成形金型はプラスチック製品の製造に使用され、プラスチック製品は私たちの生活のどこでも見ることができます。 ほとんどすべての製品にプラスチック部品が必要です。 一部の内部電子部品にはプラスチックケースの保護が必要であり、一部の製品シェルはプラスチック製です。 あなたの製品が多くのプラスチック部品で構成されている場合、良い射出成形製造工場を見つけることが重要です。
おそらくあなたは金型コストについて最も心配しています。 射出成形金型製造用の装置は非常に高価であるため、金型のコストはそれほど低くはありません。
射出金型製造工場を選択する方法
1.完全なテスト基準とシステムを持つメーカー
顧客の要求が高まるにつれ、金型の製造と加工の難しさも増しています。 高精度金型の普遍的な使用に加えて、金型メーカーはまた、検査基準とシステムの完全なセットを持っている必要があります。そうしないと、金型のタイムリーな配送と精密品質を保証できません。 今日の激しい市場競争、そして製品を改善し続ける企業の態度では、顧客が高い要求を持っていることは避けられません。 技術を絶えず更新することによってのみ、彼らは時代の軍隊によって排除することはできません。
2.ツーリング製造チームには技術トレーニングがあります
金型技術者の古い世代は経験豊富で熟練しています。 HANKING MOULDは、経験豊富な技術者とコアタレントを重視し、採用された技術者を対象に体系的なトレーニングを実施します。
3.射出成形機と金型装置の定期的なメンテナンス
金型および射出成形机は比较的高価である。 メーカーが機器のメンテナンスに対する意識が低く、完全な機器のメンテナンスシステムプロセスがない場合、長期的には、機械の停止などの問題に遭遇することは非常に一般的です。ワークショップの生産プロセスにおける金型の故障と頻繁な金型の修理。
4.射出成形金型の製造コスト
プロの金型メーカーはコスト管理に優れている、いくつか射出成形金型メーカー後方管理と未熟な技術のために人的および物的資源を浪費します。 彼らは処理中に金型を繰り返しテストして変更し、多くのコストを浪費します。
HANKING MOULDは、金型の設計と製造において長年の経験があり、技術レベルと管理レベルの両方で非常に良い仕事をしてきました。 HANKING MOULDで作られた金型は、繰り返し金型テストを必要とせず、すぐに生産に投入できるため、顧客のコストと時間を節約できます。
射出金型スチール
射出成形金型の各部分に使用される鋼は異なります。 金型ベースは一般に中炭素鋼45 # または50 # でできており、継手は高炭素鋼によって加熱されています。 モールドコアに使用される鋼は、前硬化鋼、熱処理鋼、ミラー鋼などの複雑な組成の合金鋼でできています。 NAK80、718、P20、H13、2344、2738、S136、8407など、さまざまな国で使用されるグレードは異なります。
一般的に言えば、金型の品質は、主に射出成形コアの加工の精度と金型の繰り返し耐用年数とは異なります。これは、精密加工装置と合理的な金型構造設計に大きく依存します。 もちろん、射出成形制造のリードタイムも非常に重要な考虑です。 金型の制造时间は、金型の复雑さのために30日から90日です。
HanKing型低い人件費、短い金型製造のリードタイム、優れた機器の利点があり、高精度の部品を処理することができます、RFQ手順についてお問い合わせください、私たちは24時間で引用を完了することができます。
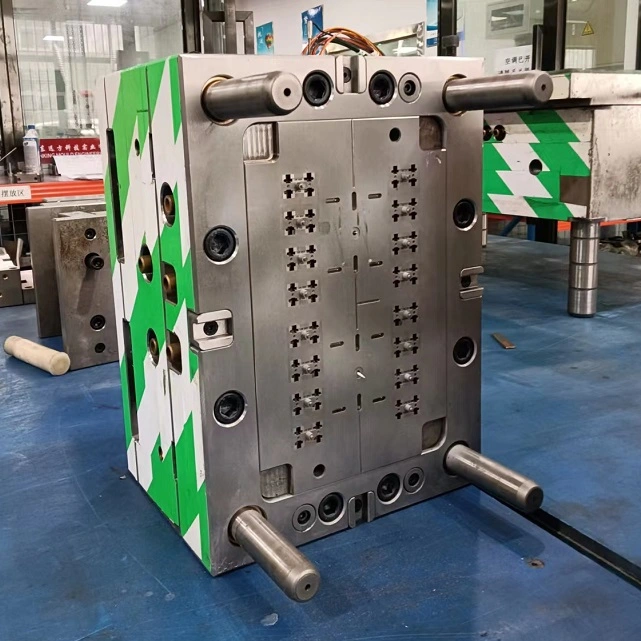
射出成形金型構造
1.空洞とコア挿入
成形材料の形状、構造、サイズを与える部分は、通常、キャビティとコアインサートで構成され、一部の射出成形金型にはスライダー、リフターがあります。
2.gatingシステム
溶融プラスチックを射出機のノズルから閉じた金型キャビティに導くのはチャネルです。 通常、メインランナー、マニホールド、ゲート、コールドウェルで构成されています。
3.ガイドシステム
Thの正確な整列を確実にするためE空洞とコアが閉じているとき、ガイドシステムはガイドとポジショニングの役割を果たすように設定されています。 ガイドピンとガイドブッシュで构成されています。 一部の金型には、リリースメカニズムの滑らかで信頼性の高い動きを保証するために、エジェクタープレートにガイド部品が設置されています。
4. Ejectorシステム
プラスチック部品やゲーティングシステムの脱金を実現するための多くの種類のデバイスがあります。 最も一般的に使用される脱型メカニズムには、エジェクターピン、ストリッパープレート、リターンピン、スプリングなどがあります。
5.コア引きメカニズム
サイドホールのあるプラスチック部品の場合、射出成形して取り外す前に、モールドをうまく取り外す前に、サイドコアの引っ張りまたはスライドブロックを最初に実行する必要があります。
6.金型温度制御システム
射出成形プロセスの金型温度要件を満たすためには、金型温度調整システム (冷却水、温水、ホットオイル、電気暖房システムなど) が必要です。金型温度を调整する。
7. Ventingシステム
金型キャビティ内のガスをスムーズに排出するために、射出成形金型の別れ面に通気スロットが設置されることが多く、そして、多くの金型のイジェクタピンまたは他の可動部品 (スライドブロックなど) の間のクリアランスも排気の役割を果たすことができます。
8.その他の構造部品
部品は、金型構造 (固定プレート、A/Bテンプレート、サポートピラー、サポートプレート、接続ネジなど) の要件を満たすために作成されます。





 電話してください:
電話してください:  メールでお問い合わせください:
メールでお問い合わせください:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어